













Identifying and Eliminating Failures


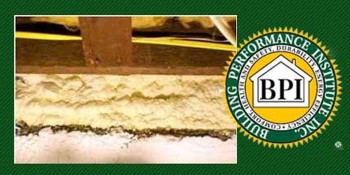
Spray Foam Magazine – Winter 2020 – Has this ever happened to you? The following examples are never good: finding out that you sprayed a closed-cell job off-ratio, realizing the open-cell resin that you just sprayed is out of date, or joining a new crew and learning that the last respirator cartridge was changed three weeks ago. Whether we like it or not, mishaps happen in every industry and more than we would like to admit. Have you wondered, “how often does this happen to everyone else,” or, “shouldn’t there be a reliable method in place to prevent these bad things from happening?”
Safety and Quality Controls
Entire industries exist that are focused on quality standards, safety, and quality checks. The terms and language used are familiar to most and they enable a process to stand out above the rest, such as “quality specifications,” “step by step inspections,” and “quality checklists,” etc. However, what are the tried and tested tools behind these terms? Tools such as Process FMEA (Failure Mode and Effect Analysis), PDSS (Problem Definition and Solving Sheet), and QAM (Quality Assurance Matrix) or A3's or 8D’s exist, but where are these in the SPF industry? Checklists and inspections are industry tools, but where do they originate?
FMEA was started by the U.S. Space Program to ensure the program did not suffer loss of life. The automotive industry adopted FMEA as one of their core quality tools, and other industries followed, including: healthcare, medical devices, oil/gas, and semiconductor electronics. These industries adopted it as a key tool to eliminate, or minimize, failures in the product and process design stage.
FMEA is an effective tool to identify and eliminate possible failures in a process or business. Many companies use it as a means of assessing risk, which is why it has been in place for decades as a valuable means. The FMEA technique asks the process owner to assess possible ways a process or product can fail and eliminate, or mitigate, these failure modes. This is achieved by listing all the possible ways a product can fail, and then reducing risk to an acceptable level by altering the severity of the failure. This is typically done through design/process changes, the occurrence of the failure (how often it happens), or the detection of the failure (how good are you at discovering the problem).
By using a FMEA to identify potential weaknesses in our process, we can adequately identify the risks that the business may face, and determine what risks are acceptable and which have to be addressed.
Most of us have heard the term ‘ISO certification,’ but what does this mean? ISO is the International Standards Organization which was established back in 1946 in Switzerland with a goal of inaugurating standards worldwide and bringing together experts to establish these standards.
According to AACSB International (The Association to Advance Collegiate Schools of Business), their objective was to, ‘share knowledge and to develop voluntary, consensus-based, market relevant international standards that support innovation and provide solutions to global challenges.’ This basically means if you want to be a global leader in your industry, ISO compliance and certification is a major step to get there. [Figure 1]
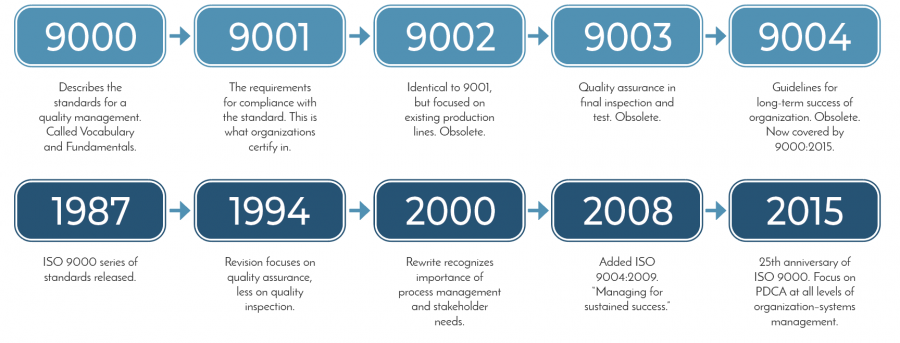
FIGURE 1
Subsequently, the latest ISO 9001:2015 standard, for which organizations have worked hard to overhaul their quality management systems, requires planned actions to address risks and opportunities which have a possible impact on the product/service quality and customer satisfaction. This includes a plan on how to 1) assimilate and implement the actions, and 2) evaluate the actions’ effectiveness.
FMEA is the universally accepted tool to accomplish this.
What does it mean and how does it work?
When setting up system elements, we need to break down a job into categories. [Figure 2] For example, one of the main steps of running an SPF operation is to spray the job; this may be called a “System Element.” Perhaps one of the tasks at the jobsite is to spray the area of the attic which is furthest away; this may be labeled a “Function.” Let us say that one thing to go wrong is to spray foam off-ratio, this could be designated a “Failure Mode.” Maybe the chemical manufacturer tells us that anything above two percent is too high; this could be described as “Process Characteristics.” Let us suppose that if we do spray above two percent the customer is not happy; this could be termed a “Failure Effect.” How about the sprayer is trained to see if foam is off ratio; this could be titled a “Detection Method.”
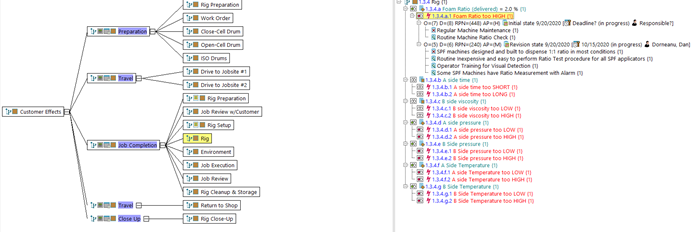
FIGURE 2
Putting all the system’s elements together with all its failures, causes, effects and characteristics, results in a FMEA structure. When you go a step further, and rate each “failure,” each “detection,” each “occurrence,” then we have a working FMEA. With all this in place we can now look at the job and see where we need to focus based on safety, quality and delivery goals.
A perfect example of this is depicted in [Figure 3].
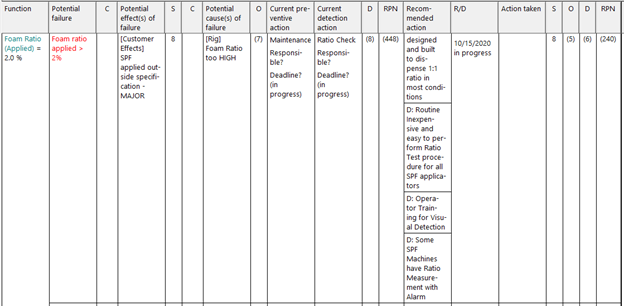
FIGURE 3
What we can now see is the complete picture of how spraying off-ratio ranks, in this case RPN is 448, next to all other activities. This allows us to prioritize failure and transparency on improvement activities and their forecasted results. In this example, the SPFA technical committee has refocused a project on developing a recommended, affordable, and straightforward method to measure the ratio capability of a proportioner and reduce the RPN to 240.
Another example is an A3 [Figure 4].
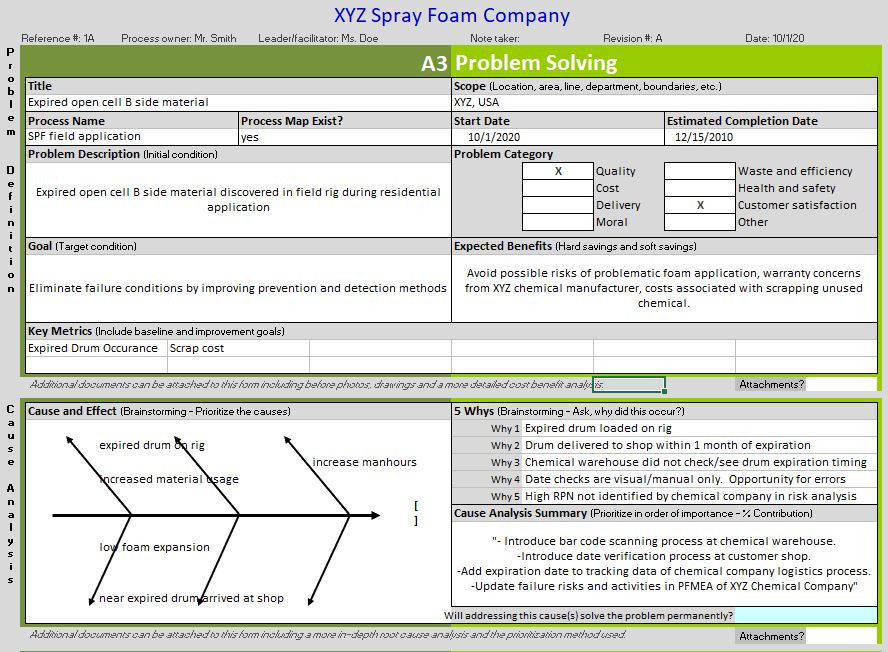
FIGURE 4
An A3 permits us to analyze, for example, the why’s of how “that expired open cell drum” found its way on a rig and was sprayed in a customer’s home. It also enables us to identify improvement activities to prevent and detect such incidents.
Where do we go from here?
The first step is to compile a working “Process FMEA” for our industry. Within the SPFA Technical Committee, we are on track to have this completed by the end of 2020. Once completed, we can see where our high RPN’s are, and we can identify improvement activities with input from our sprayers. Other tools will then follow, such as using an A3 for the next near miss and or quality and safety incidents brought to our attention.
Who else can help?
Sprayers can help by providing input to the SPFA Technical Committee on incidents observed and concerns identified. This data will help to complete our PFMEA (Process/FMEA) and especially the occurrence numerical values.
Chemical manufacturers can also help, many of whom are ISO 9001 industry leaders, who already use these quality tools within their development and manufacturing processes including logistics. I would encourage them to share improvement activities and results with customers using quality tool formats such as an A3 where the data and activities are transparent.
What this all means is that if we all work together, we can soon answer and strategically address many of the questions asked by the men and women who are, every day in the trenches of SPF application and who get things done.
About the Author: Daniel Dorneanu is the owner of Palmetto Spray Foam Insulation in Charleston, SC where he lives with his wife and two wonderful children. He is a retired Bosch engineer with a Mechanical Engineering degree and an Electrical Engineering degree from GMI Engineering and Management Institute. He is an author of two U.S. patents in the SPF industry and a proud member of SPFA Technical Committee. He is always glad to help other sprayers in the industry.
Disqus website name not provided.