

Gatorhyde Protective Coatings Analyzes Polyurea Equipment and Properties

The past decade has produced many different options when considering equipment for polyurea application. The industry has seen consolidation of polyurea equipment manufacturers as well a start-up manufacturer of new polyurea equipment and spray guns. Additionally, the market has adopted some new equipment ideas that were originally developed for other applications. These new ideas, some of which include low-pressure applied polyurea and 120 volt portable high-pressure equipment, are currently being used in the field and are the topic of many polyurea forums on the internet. A few manufacturers now recommend low-pressure polyurea that could come in the form of cartridge-applied systems or systems utilizing a static mixing wand. On the other hand, some polyurea manufacturers do not recommend spray pressures of less than 2200 psi. The wide range of application methods that have resulted from these differing recommendations should be reviewed to determine which produces the highest quality product to the end user. Furthermore, many other aspects should be considered when reviewing the quality of polyurea systems. The goal of this study is to provide an independent evaluation of a popular “pure” polyurea system used in both low-pressure and high-pressure applications in order to determine the effect on the polyurea’s physical properties when using various spray guns, spray gun chambers and application pressures.
Laboratory Set-Up
An aromatic polyurea formula was blended and placed for use in a Graco Reactor® HXP3 plural-component proportioner. Care was taken to blend enough materials so that all tests were performed on the same blend batch. The hydraulic Reactor® HXP3 was chosen for testing due to the ease with which the pressure can be changed on the machine and also its ability to maintain constant pressure during application. The machine is equipped with 50 feet of 3/8”-3500 psi rated hose and an additional 10 foot whip hose as well as complete recirculation capabilities either to 55 gallon drums or 7 gallon day tanks. A constant heat setting of 160°F was maintained throughout the test procedure including hose heat and primary heaters. All materials were sprayed for testing after the drum temperatures were warmed to a minimum of 80°F and a maximum of 100°F (according to the inlet temperatures). In addition, the un-heated Condor® low-pressure machine was used to test at ambient temperatures for the low pressure analysis.
Test Formula Information
The formula chosen for testing is a “pure” polyurea (as defined by the Polyurea Development Association) and is listed as such on their website. ElastoGard® ARC (Slow Gel) is a polyurea product that is very user-friendly, low to medium viscosity and has been used in a wide variety of low-pressure and high-pressure applications. Some of these applications include the San Mateo Bridge Project, geo-textile ponds, secondary containment and kitchen floors. The formula was developed in November 2000 and has been commercially available since January 2001.
Viscosity Profile:

(Note: The viscosities are very similar at 160°F)
Testing Procedures
The spray machine was adjusted to four different dynamic pressures (i.e. the pressures maintained while spraying) 1400 psi, 1800 psi, 2200 psi and 2600 psi. A spray gun was attached that had been completely rebuilt using brand new parts. Each gun was shot off-target to verify pressure balance and consistency. Samples were sprayed onto previously mold-released (using a silicone mold release) polyester gel coat. Each sample was sprayed to a nominal thickness of 40-60 mils dft. If required, the mix chamber was changed as prescribed and testing continued. After application onto the mold released substrate, the samples were allowed to cure at room temperature (as they would cure in the field) for a 90-day period prior to physical property analysis. It should be noted that the Iso/Resin fluid pressure were within 200 psi during all spray testing regardless of the spray gun utilized. After full cure, the samples were tested in triplicate and the mean was used for physical property reporting in the units described below:
Physical Property Testing Explanation:

In addition, a few other properties were recorded:
- Tack-Free Time, Seconds
- Durometer Hardness, 24 hours
- Durometer Hardness, Final
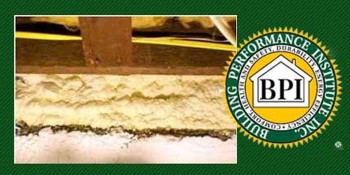
- Microscopic review of samples for internal porosity and surface characteristics
Polyurea Density Testing
One very important physical property to consider when evaluating polyurea is the coating density. In fact, the success or failure of certain applications could be decided by this property. An example of this would be an application requiring “water-tightness.” Even though the polyurea may look dense to the naked eye, it could be extremely porous when viewed under the microscope. One simple way to test polyurea’s density is to place a “cut-off” piece of the material into a glass of water. Wait a few minutes for all air bubbles to leave. If the polyurea floats, its density is less than water and should probably not be used in an application that requires “water- tightness”. It is possible that if this product were to be applied to unprimed steel and placed in water for immersion (i.e. a steel boat trailer), the water would pass through the polyurea and corrode the steel quicker than if it were coated with a denser application. Additional testing should be performed using Moisture Vapor Transmission methods to verify that this is the case.
For complete set of data and charts, click here.
Review of Data
When discussing the test results, it is important to remember that this testing was performed on the same formula and even the same blend batch! The guns and pressures (i.e. flow) are the only parameters that changed. The testing indicates that system viscosity-vs-spray gun orifice size is critical in achieving optimal physical properties. The results also indicate that by changing the mixing chamber, different physical properties can be achieved. It is critical for polyurea manufacturers to spray their formulas through a similar battery of mix chambers and pressures to verify maximum physical properties, best processing properties and heat requirements. Additionally, the results indicate that too much pressure on certain mix chambers can also cause “blow-by” resulting in poorly mixed material. This could occur when using a large orifice mix chamber and a low viscosity material.
Due to the complexity of the results, it was decided to consult with the Mr. Dudley Primeaux of Primeaux Associates to assist in explanation of the results. Mr. Primeaux is widely acknowledged in the industry as being one of the foremost experts on polyurea. After reviewing a draft version of this paper, Mr. Primeaux pointed out that “the proportioning pump does not "make pressure," it delivers flow of material / output. The pressure noted is the result of restriction to flow, i.e. orifice size in chamber. When you adjust pressure on the machine, what you are actually doing is adjusting the flow rate, speed at which pumps move, or try to move”. This is an excellent point; when we refer to adjusting the pressure, we are simply adjusting the material flow.
Additionally, Mr. Primeaux explains that “the longer the mixed material remains in the chamber (resonance time), the higher the viscosity build is in the mixture, thus affecting overall mix and the resulting elastomer properties. To change output, one changes the chamber with the understanding that the physical configuration of the chamber, actually length of chamber, has a bearing on the mix and properties. The idea is to get the material in and out of the chamber as quickly as possible. You must properly flood the mix chamber while not restricting overall output flow.” This statement has made the author wonder if the concept of the Fusion CS® gun should be tested more in depth. Although we tested the Fusion CS® gun with different chambers, we did not adjust the exit orifice (i.e adjust the restriction of output) using the same chamber.
Furthermore, upon review of the physical properties, it was discovered that the tear strength properties of the Fusion CS® (air purge) gun were noticeably higher than the other spray guns. Concerning this subject, Mr. Primeaux explains “the reason you see higher values with the air purge gun is related to density of the polymer and lack of air nucleation as seen in mechanical purge guns. The microcellular structure with the mechanical purge provides for "tear propagation sites" in the polymer.”
Conclusion
It should be noted that the purpose of this paper is not to point out “acceptable” and “non-acceptable” spray guns. The fact is that polyurea requires a bit different mix than polyurethane foam due to differences in viscosity and reactivity. One concern of the author is the possibility that a polyurea manufacturer has not done its homework and recommends a “standard” polyurea spray gun and mix chamber for a project that requires optimal physical properties. It is the responsibility of the manufacturer to recommend the proper application equipment and techniques to the customer. Even if the polyurea applicator applies the material exactly as specified, if he/she is not told which spray gun, mix chamber, pressures, heat characteristics, etc. to utilize, there is a good chance that the application will not be of the highest quality possible.
Furthermore, the mix chamber and formula specified should coincide with the application. It would not be feasible to specify a GX8 Gun with a 0.020 module for a 100,000 square foot spray job. The manufacturer should know the amount of material usage for each application and preferably have experience with each spray gun and mix chamber.
Additionally, density testing is critical. The results show that the density changed depending on which spray guns were used. See the column labeled “Density >than H20 (or 1.0 g/cc)” on the test results chart. If using a GX8, one should use a good quality primer that shows good salt spray resistance. It was noted in this paper that the mechanical purge guns seem to provide densities of less than 1.0 g/cc while the air purge guns seem to provide densities greater than 1.0 g/cc. Mr. Primeaux corroborates this data with his own work. The data warrants further testing to verify if polyurea density plays a critical role in immersion applications. The lone exception to this statement was the Probler® “01 Round” (original design) with a static mix wand attached. It is theorized that the addition of the flat spray tip is creating additional back-pressure and air into the system, causing changes in density.
A few questions to ponder concerning the results of this paper:
- Why does the Probler P2® gun (using an “01 Round” chamber) give the best properties at 1800psi (and not 2200psi or 2600psi)?
- Why does the GX8® display very different results with a 0.013 input orifice versus 0.020 input orifice?
- Why do the mechanical purge guns show polyurea elastomer density of < 1.0 g/cc?
- Why do the air purge guns show elastomer densities of >1.0 g/cc?
- Why does the Fusion CS® gun display the best Die- C-Tear Strengths?
Finally, the low-pressure application did not show favorable results. Although low-pressure applied polyurea appears to set up within specs, attains similar hardness and looks similar to high-pressure polyurea, it does not attain the physical properties of high-pressure systems. While the low-pressure is acceptable for patches, it does not possess the same density properties of a high pressure system. This could result in early failure due to high permeation rates.
The author wishes to thank Mr. Dudley Primeaux (Primeaux Associates, Inc), Mark Weinberger (Graco-Engineering Manager), Jeff Brothers (G.P.C.), John Fultz (G.P.C), and Mike Charleville for their assistance and contributions concerning testing, spraying, data review, input and organization of this project. Mr. Primeaux has published several similar test studies relating to pressure, mix chambers, heat, and other properties which can be reviewed on the Primeaux Associates website. Mr. Weinberger provided invaluable input concerning modeling diagrams and mix chamber design and theory.
Disqus website name not provided.